
工业 TFT LCD 与 HMI 显示模组背光设计工程指南
所属支柱: 高亮度 TFT LCD 工程设计
·Senvita 显示工程团队
在工业 TFT LCD 与 HMI 显示模组中,背光系统往往决定了可视性、功耗、温升、寿命和整机可靠性。对于设备制造商而言,触控 UI 是否在工厂车间、户外柜体、轨交舱内或医疗控制面板上稳定可读,通常并不取决于液晶面板本体,而是取决于 LED 背光拓扑、恒流驱动、调光方式、热路径与光学堆叠是否被工程化地设计。本文从工业应用角度系统梳理背光设计的关键参数与常见取舍,帮助 HMI 工程师在亮度、均匀性、EMI、寿命与成本之间做出可落地的设计决策。若您还在进行显示方案选型,可先参考工业 HMI TFT LCD 选型指南。
背光性能在很大程度上取决于驱动级,因此来自上游半导体供应链合作伙伴的 LED 驱动 IC 对恒流调节、调光和保护规划很有帮助。
返回本集群支柱指南:户外与工业 HMI 高亮度 TFT LCD 工程设计。
为什么工业 HMI 背光设计不能沿用消费电子思路
消费类显示追求极限薄型和成本优化,而工业 HMI 更强调长时间稳定运行、宽温、宽输入电压、可维护性以及批次一致性。工业设备常见工况包括 24/7 连续运行、-20°C 到 70°C 或更宽环境温度、强环境光、输入电源波动、机壳密闭散热差、以及必须通过 EMC/EMI 认证。此时,背光不是一个“亮就可以”的子系统,而是一个跨越电源、热、机械、光学和可靠性的系统工程。
从工程经验看,工业项目中最常见的背光失效并不是 LED 立即烧毁,而是亮度衰减过快、低温启动不稳、PWM 调光导致摄像头条纹、直下式热点明显、驱动升压噪声耦合到触控或 LVDS/MIPI、以及高温下色偏和光衰超出维护窗口。因此,背光设计应在原理图、机构、导热件、驱动策略和老化验证阶段同时规划,而不是在样机后期用“加大电流”补亮度。
LED 背光拓扑:边缘式与直下式如何选择
边缘式背光:轻薄、成本友好、适合中小尺寸 HMI
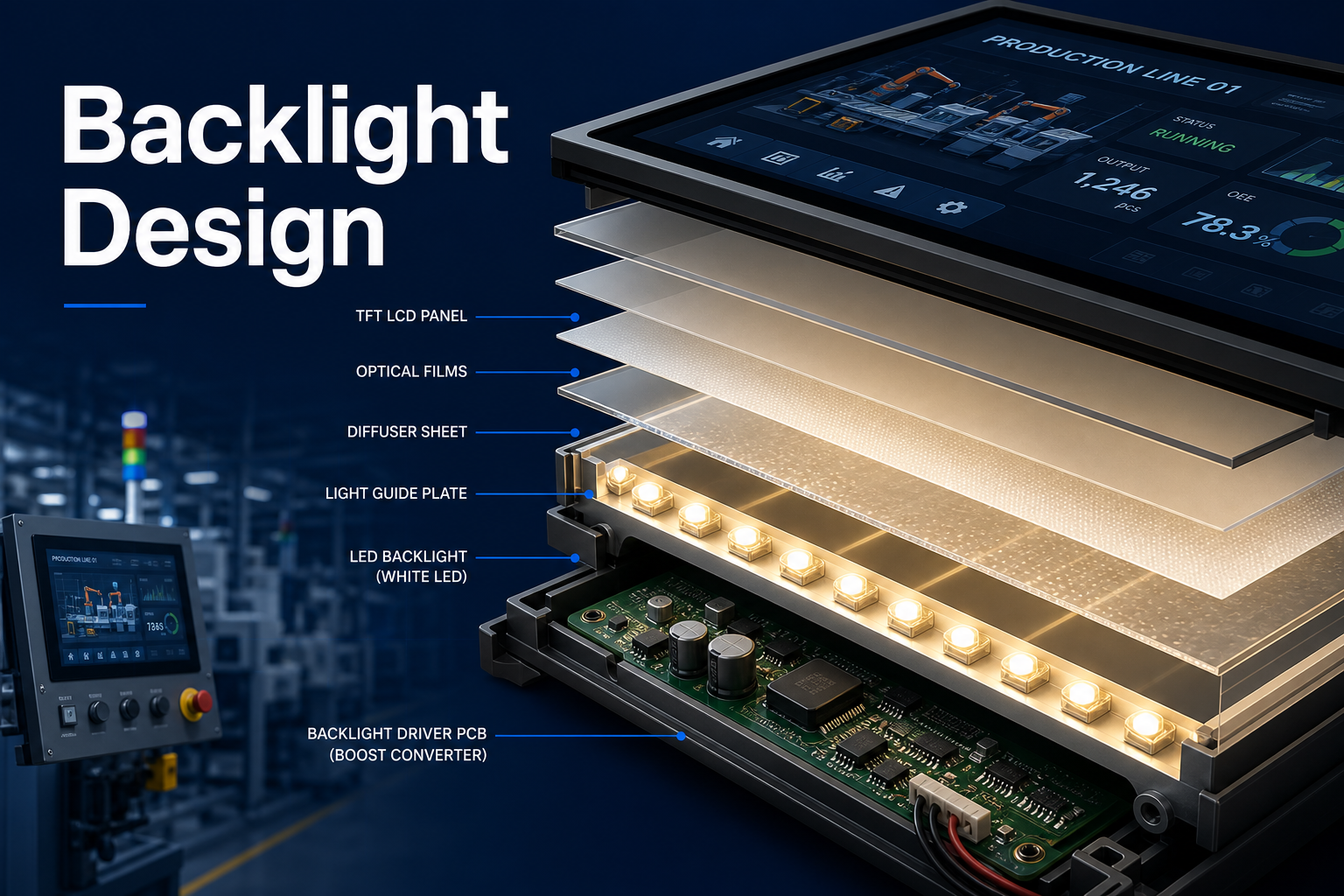
边缘式(Edge-lit)背光通常将 LED 灯条布置在一边、两边或四边,通过导光板(LGP, Light Guide Plate)将点光源转为面光源,再经扩散片、增亮膜和偏光片形成可用亮度。该方案结构薄、单位面积成本较低、适合 4.3 到 15.6 英寸常见工业 HMI,尤其适合面板较薄、外观受限或需要触控全贴合的场景。
边缘式设计的关键不只是“几根灯条”,而是灯珠间距、耦光效率、LGP 微结构、反射片效率、LED bin 一致性、以及框体对光线回收的影响。工程师经常忽略的一点是:当亮度目标从 500 nits 提升至 1000 nits 以上时,单纯增加 LED 电流会同时恶化热点、热阻与寿命,往往需要改为双边灯条、增加导光板厚度或升级膜材,而不是只改驱动电流。
直下式背光:高亮度、均匀性潜力大、厚度更高
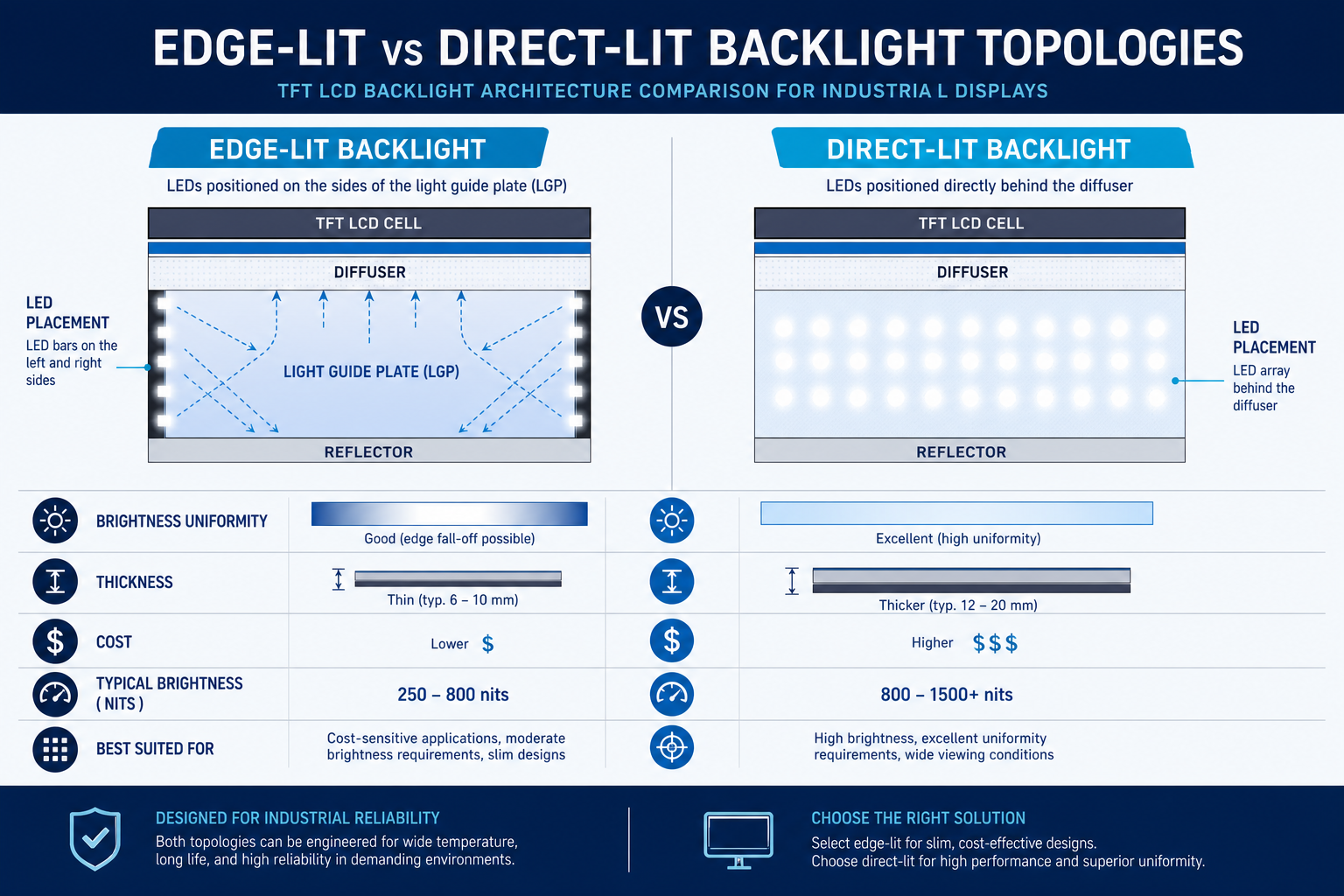
直下式(Direct-lit)背光将 LED 阵列分布在 LCD 下方,依靠混光腔与扩散材料形成面光源。它天然更适合高亮度 HMI、较大尺寸显示、户外可视设计以及局部结构允许更大厚度的产品。与边缘式相比,直下式在实现 1000–1500 nits 甚至更高亮度时,通常有更好的热分布和更低的单颗 LED 负荷。
其代价是结构更厚、机械公差更敏感、LED 数量更多,且当混光距离不足或扩散堆叠设计不合理时,热点会直接显现。直下式尤其需要关注 LED 排布 pitch、腔体深度、反射腔表面反射率、扩散膜 haze 值和压框阴影,否则中心亮、边缘暗或灯珠可见会严重影响 HMI 观感。
灯条数量、串并结构与导光板设计
在边缘式方案中,常见配置包括单边单灯条、双边双灯条、上下双边、四边入光。灯条数量越多,混光难度越低、亮度潜力越高、均匀性更容易改善,但 BOM、驱动通道数和装配复杂度也会上升。对于 7 英寸左右标准 HMI 模组,单边灯条常可满足 300–600 nits;若目标进入 800–1000 nits,双边方案通常更稳妥。对于 10.1 英寸以上高亮模块,如工业 TFT 显示模组产品页示例所代表的高可视工业应用,往往需要在光学与热设计上同步升级。
导光板本质上是一个光分布整形器。其厚度、材料透过率、散射点密度梯度、入光面抛光质量和边缘反射设计,都会影响亮度和均匀性。LGP 设计的一般原则是:离入光 LED 越远,散射特征越强,以补偿光程损耗;但散射过强会降低总效率并导致近端暗区。工业项目应要求供应链提供至少三项数据:裸背光亮度分布、组装后模组亮度分布、以及温升后的亮度变化曲线。仅凭“典型亮度”无法判断 LGP 设计是否成熟。
| 拓扑 | 典型优势 | 主要挑战 | 适用 HMI 场景 |
|---|---|---|---|
| 边缘式单边 | 最薄、成本低、驱动简单 | 高亮受限,入光侧热点风险高 | 室内控制面板、标准亮度设备 |
| 边缘式双边 | 亮度和均匀性较均衡 | 灯条匹配、双侧结构精度要求高 | 中高亮工业 HMI |
| 边缘式四边 | 大尺寸均匀性好 | 成本高、调试复杂 | 中大尺寸高端面板 |
| 直下式 | 高亮度潜力大、热分布更均匀 | 厚度增加、热点与混光距离敏感 | 户外、阳光下可视、大尺寸显示 |
驱动 IC 选型:升压、恒流与工业级调光策略
为什么工业背光驱动优先考虑恒流升压架构
工业 TFT LCD 背光通常采用白光 LED 串联结构。由于单颗白 LED 正向压降约 2.8–3.4V,6 到 12 颗串联很容易超过系统输入电压,因此常见驱动方案是 Boost 升压恒流驱动,或在较高输入母线条件下使用 Buck-Boost/SEPIC。对 HMI 而言,驱动 IC 首要关注的不是“最大电流”,而是输出电流精度、通道间匹配、开路/短路保护、宽调光比、开关频率规划和 EMI 可控性。
恒压驱动加限流电阻的方案在工业上并不推荐,因为 LED Vf 分散、温度系数和老化差异会直接导致亮度不一致与寿命不一致。恒流驱动能确保每串 LED 受控,特别是多灯条设计中可避免一侧偏亮、一侧偏暗。若系统需要背光故障检测、冗余或分区控制,建议选择带多通道电流检测和故障反馈的驱动 IC。
PWM 调光 vs DC 调光:不是二选一,而是要按应用混合设计
PWM 调光通过改变导通占空比控制平均亮度,色度稳定、线性好、易实现高调光比;DC 调光通过调节 LED 直流电流控制亮度,EMI 更易管理、低频闪烁风险低,但低电流下会出现色偏、效率变化和一致性问题。工业 HMI 的最佳实践往往不是绝对站队,而是在不同亮度区间采用混合调光:高亮段优先 DC 微调以降低开关噪声,低亮段使用较高频 PWM 保持色稳定和足够的调光深度。
若设备带有工业相机、条码扫描器或高速视觉系统,背光调光频率必须与成像系统兼容,避免条纹和拍频。更详细的原理与测试方法可参考工业显示闪烁分析文章。同时,若背光驱动的开关节点、PWM 边沿或长灯条回路布局不当,还可能耦合到整机 EMI,需要结合工业显示 EMI 排查指南进行系统优化。
驱动 IC 选型检查清单
- 输入电压范围是否覆盖 5V、12V、24V 或电池/适配器波动范围
- 升压输出是否满足最差温度、最大 LED Vf 和老化余量
- 恒流精度、通道匹配精度、温漂指标是否适合亮度一致性要求
- PWM 调光频率范围是否足够高,是否支持外部同步
- 是否具备开路、短路、过温、欠压、过压保护
- 开关频率是否避开触控、无线、音频或摄像系统敏感频段
- 是否支持模拟调光、数字接口或本地 MCU 亮度曲线控制
| 驱动策略 | 优点 | 风险点 | 建议应用 |
|---|---|---|---|
| 纯 PWM 调光 | 色度稳定,调光范围大 | 可能产生可见/相机闪烁,EMI 压力较高 | 需大动态范围且可控频率的系统 |
| 纯 DC 调光 | 低闪烁,电源纹波相对易管控 | 低亮下色偏、线性差、LED 一致性受影响 | 中高亮固定亮度设备 |
| 混合调光 | 兼顾色稳定、低亮性能与 EMI | 控制算法和验证更复杂 | 工业 HMI 的优选方案 |
工业 HMI 亮度目标:室内、户外与高亮显示如何定义
背光亮度目标不能脱离应用环境。工程师在定义 nits 指标时,应同时考虑环境照度、盖板透过率、触控堆叠损耗、抗眩光处理、偏光片效率、视距和 UI 配色。仅根据“竞争对手 1000 nits”进行复制,会导致无谓的功耗和热负担。
典型亮度区间建议
- 室内普通工业设备:250–500 nits,适用于机柜、产线内控面板、实验室设备。
- 明亮室内或靠窗环境:500–800 nits,适用于物流、半户外、操作员站。
- 户外可视或强环境光:800–1200 nits,通常需要光学贴合、低反射盖板与更严格热设计。
- 高亮 HMI / 阳光下可读:1200–1500+ nits,常配合高透材料、AR/AG 方案、主动温控或较厚散热结构。
需要强调的是,用户真正感知的是对比度与反射控制,而不是单纯的亮度数字。若前表面反射率过高,1500 nits 的显示在强光下仍可能不如 1000 nits 且低反射设计的模组可读。因此,亮度目标必须与整机盖板、贴合胶、偏光片和 UI 颜色共同评估。
工程经验法则:先通过整机光学预算确定“可读性目标”,再倒推背光亮度,而不是先给出一个高 nits 指标再让结构和电源被动承受。
热设计:LED 结温、导热路径与寿命降额
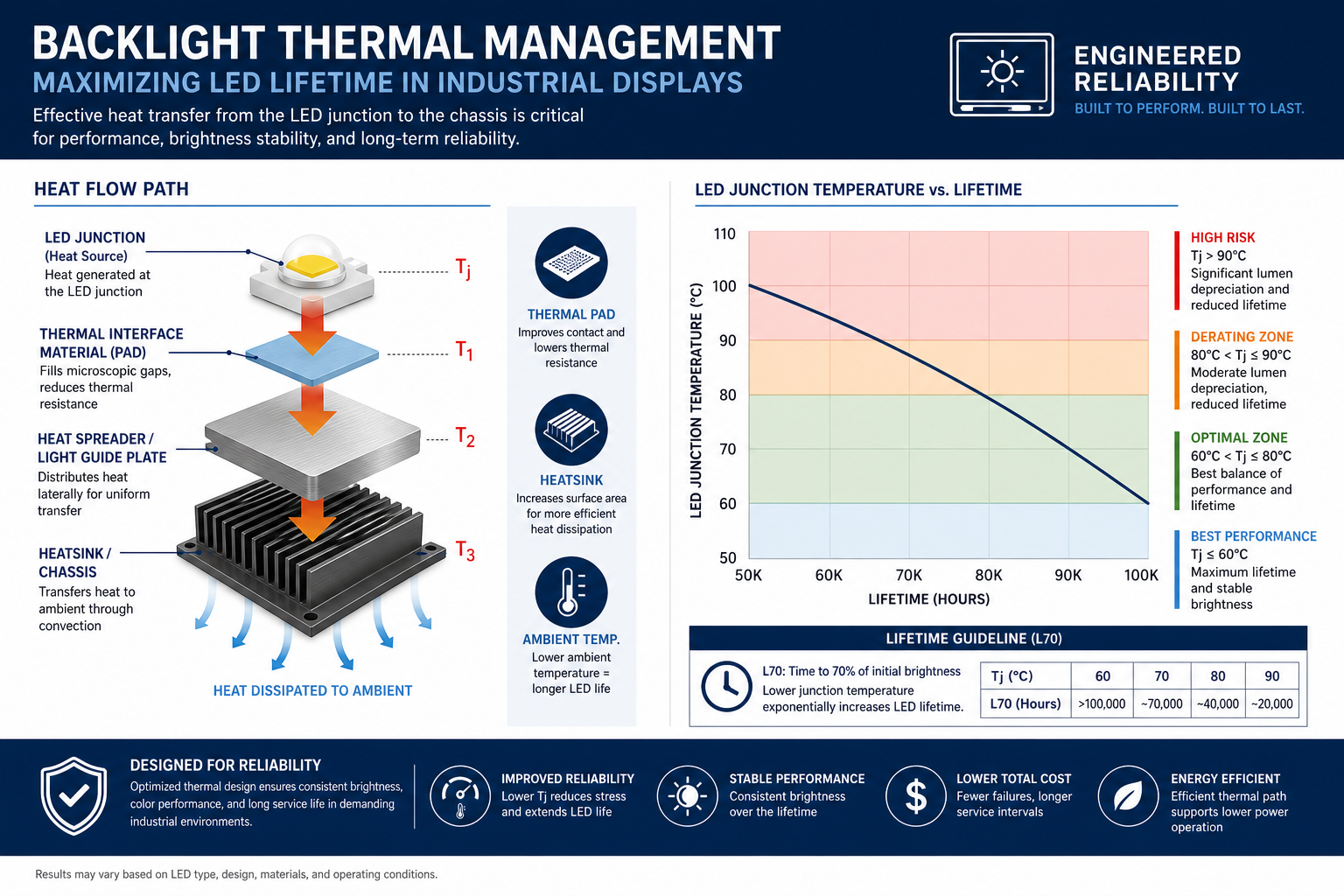
工业背光设计中最重要的寿命变量不是环境温度,而是 LED 结温(Tj)。LED 光衰、色漂和失效率都与结温强相关。很多项目在 25°C 实验室条件下达到目标亮度,但在 50°C 柜体内连续运行后,亮度下降、左右不均或早期失效迅速出现,本质原因往往是热阻路径设计不足。
如何估算和控制 LED 结温
理论上,LED 结温可由环境温度、板级温升、功耗和结到板热阻估算;实际项目中则应通过热电偶、红外热像与驱动电流扫描联合验证。边缘式背光中,LED 多集中在侧边,局部热流密度高;直下式则更像面热源,更易均匀扩散。无论哪种拓扑,至少要建立以下热路径:LED 芯片 → 封装 → MCPCB/FPC/铝基板 → 结构框 → 散热件/机壳。
工业设计上常见有效措施包括:使用铝基板或高导热铜箔、在灯条与金属框之间增加低热阻界面材料、加厚边框作为热扩展器、让背光金属件与整机机壳形成导热通路、为高亮版本预留温度反馈接口和亮度降额控制。若封闭腔体散热较差,可通过固件根据温度传感器进行动态限流,而不是在最高电流下长期运行。
50k–100k 小时寿命如何才算可信
供应商宣称的 50,000 小时或 100,000 小时 LED 寿命,通常指某一结温和电流条件下达到 L70 或 L80 的统计值,而不是整机在任意环境下都能实现的绝对寿命。工程上应要求背光供应链明确以下条件:测试温度、驱动电流、失效判据、是否按 LM-80 或内部加速模型外推、是否包括驱动器件与连接器寿命。
如果项目要求 24/7 连续运行 7 年以上,建议将设计目标从“典型寿命”转化为“寿命余量”。例如,在实现目标亮度后保留 15–25% 电流余量,通过初期不过驱动、后期软补偿或有限维护,实现更平缓的光衰曲线。对于户外高亮 HMI,过驱动换亮度通常不是长期最优方案。
| 设计变量 | 对亮度的影响 | 对寿命的影响 | 工程建议 |
|---|---|---|---|
| 提高 LED 电流 | 短期亮度提升明显 | 结温升高,光衰加速 | 优先配合散热与拓扑优化,不建议单独加流 |
| 增加 LED 数量 | 亮度与均匀性更易提升 | 单颗负荷降低,寿命更好 | 适合高亮工业机型 |
| 改善导热路径 | 维持高温下亮度稳定 | 显著降低光衰与失效率 | 优先级高于盲目提高驱动 |
| 温度降额控制 | 极端环境下亮度受限 | 系统寿命显著改善 | 适合密闭机箱和户外应用 |
均匀性、热点与光学堆叠优化
均匀性指标应如何定义
工业背光均匀性通常不应只凭肉眼判断,而应定义 9 点、13 点或更多测量网格,计算最小值/最大值或最小值/平均值,并在典型与高温条件下分别验证。对于 HMI,人眼对大面积浅灰背景和白底 UI 的不均匀尤其敏感,因此应在实际 UI 图层和 20%、50%、100% 亮度下观察。
热点来自哪里
热点通常由以下因素引起:LED 与 LGP 或扩散层距离不足;灯珠间距过大;散射点设计不匹配;反射片褶皱;压框阴影;局部热积累导致发光效率变化;以及不同 bin 的 LED 混用。边缘式常见问题是入光边过亮,直下式则常见灯珠轮廓可见。解决思路通常是增加混光距离、优化扩散堆叠、调整 LED pitch、改善腔体反射率,而不是单纯降低某一串电流。
扩散片、BEF 与偏光片的相互作用
扩散片负责打散光线、隐藏灯珠和改善视角;BEF(Brightness Enhancement Film)通过棱镜结构将光重新定向,提高法向亮度;反射偏光片可回收偏振损耗,提高系统效率。问题在于,这些膜材的收益并非简单叠加。过度使用 BEF 可能提高正视亮度,但牺牲侧视一致性;某些膜材与上偏光片或触控堆叠的角度关系不佳,可能带来彩虹纹、莫尔纹或视角色漂。工业 HMI 通常应优先保证可读性与一致性,再追求实验室条件下的峰值 nits。
如果产品需要宽视角操作、多人协同查看或竖装/横装共用,膜材方向性必须在实际安装方向下验证,而不是只看供应商标准数据表。
功耗预算、效率与防闪烁调光曲线
背光往往是整机显示系统中最大的持续功耗项之一。对电池设备、PoE 供电终端、24V 工业控制器和密闭式控制盒而言,背光功耗不仅影响电源规格,也直接影响热设计与整机能效认证。
如何建立背光功耗预算
功耗预算应覆盖以下项目:LED 电功率、驱动转换损耗、调光条件下效率变化、不同环境温度下的电流变化、启动浪涌、以及老化后可能的补偿余量。工程上建议分别建立“典型 UI 亮度”、“满亮出货模式”、“高温降额模式”和“夜间低亮模式”四组功耗数据,而不是只保留一个满亮瓦数。
在同等亮度下,提升系统效率的路径通常包括:选用更高光效 LED;减少不必要的光学损耗;优化 LGP 与反射片;降低驱动损耗;提高导热能力从而维持较高 LED 发光效率;以及让人机界面根据环境光传感器自动调亮。工业应用中,如果现场照度变化明显,自动亮度控制能显著降低平均功耗并延长寿命。
调光曲线不能只看电学线性
用户感知亮度近似遵循对数规律,因此占空比或电流线性变化,不等于人眼感知线性变化。建议在 HMI 中实现经过 gamma 校正或感知线性优化的亮度曲线,尤其是在 5%–30% 低亮区间,这能明显改善夜间可用性与操作一致性。同时,要避免过低 PWM 频率引发视觉疲劳、摄像头条纹或传感器干扰。
对于需要录像、扫码或机器视觉共存的系统,常见策略包括:将 PWM 频率提升到成像系统不敏感区间;采用 DC+高频 PWM 混合方案;在相机曝光期间锁定亮度;或在系统层面对拍摄模式与背光控制联动。
可靠性:批次一致性、现场维护与可替换性
批次一致性为何对工业客户更关键
工业 HMI 项目生命周期长,补货周期可能持续 5–10 年。即使显示控制板不变,LED bin、膜材批次、LGP 供应商或驱动 IC 小改版,都可能造成亮度、色温、均匀性和功耗差异。对 OEM/ODM 而言,这会直接影响设备前面板观感一致性和客户验收标准。
建议在量产协议中明确以下内容:亮度公差、色温范围、均匀性判定方法、LED bin 策略、EOL 测试标准、变更通知流程(PCN)、以及旧版与新版模组并机使用时的兼容边界。对于大型设备项目,这些条款远比单次打样的“看起来不错”更重要。
现场更换与维修策略
并非所有工业 HMI 都适合现场更换背光。若产品采用全贴合、密封防护和超薄结构,背光往往属于工厂级维修项目;若产品用于高价值设备且停机成本高,则可在设计阶段考虑灯条可替换、驱动板分离、连接器可维护和固件寿命补偿机制。无论哪种策略,都应尽量避免现场维修后出现亮度色差过大或防护等级下降。
对于高亮户外机型,建议建立备件策略:同批次备货灯条或整模组、保存校准参数、记录运行小时数、并在维修后进行亮度与均匀性复测。这样比在现场“换上能亮的灯条”更符合工业可靠性要求。
工业 TFT LCD 背光设计 FAQ
1. 工业 HMI 选边缘式还是直下式背光更合适?
若尺寸中小、厚度受限、目标亮度在 300–800 nits,边缘式通常更有成本和结构优势;若目标为 1000 nits 以上、尺寸较大或户外可视,直下式通常更容易实现热与亮度平衡。最终仍需结合厚度、功耗和均匀性要求评估。
2. 仅靠提高 LED 电流能否实现高亮 HMI?
短期可以,但通常不是可靠方案。电流提升会抬高结温、加速光衰并放大热点和色差。高亮设计更建议通过增加 LED 数量、优化光学效率、改善散热和选择更高光效 LED 来实现。
3. PWM 调光频率设置多少更安全?
没有单一万能值。需要同时考虑人眼闪烁敏感度、相机帧率/曝光、EMI 频段和驱动损耗。工程上常使用高于可见闪烁区的频率,并避开相机与传感器敏感区,最好通过示波器、光电探头和实际相机联合验证。
4. 亮度规格写 1000 nits,整机一定能达到吗?
不一定。模组裸亮度、加触控后的亮度、加盖板后的亮度、以及整机在高温条件下稳定亮度是不同概念。项目评估时应明确测量位置、透过率损耗、测试电流和温度条件。
5. 背光寿命 50,000 小时和 100,000 小时差别大吗?
要看判定条件。若一个寿命值是在较低电流和较低结温下得到,而另一个是在更苛刻条件下得到,二者不能直接比较。对工业客户,更关键的是高温连续运行下的光衰曲线与寿命余量,而不是单个宣传数字。
6. 如何改善背光均匀性而不明显增加功耗?
优先优化 LGP 微结构、扩散片组合、反射腔设计、LED bin 一致性和结构公差。很多均匀性问题本质上是光路设计问题,而不是功率不足问题。
7. 背光驱动为何会影响 EMI 和触控稳定性?
升压开关节点、电感磁场、PWM 边沿和长回路都会产生噪声,可能耦合到触控传感、显示接口或系统电源。应在原理图、布局布线、接地和屏蔽上同步设计,并结合整机 EMI 验证。
结语:把背光当作系统工程,而不是配件
工业 TFT LCD 与 HMI 显示模组的背光设计,本质上是在亮度、热、寿命、均匀性、EMI、功耗和可维护性之间做系统级平衡。正确的方法不是孤立地选一个“更亮”的 LED 或“更大电流”的驱动器,而是从应用环境出发,定义可读性目标、建立光学与热预算、验证调光与闪烁风险、再通过可靠性与批次一致性要求锁定量产方案。
如果您正在规划新一代工业 HMI、升级高亮户外显示,或需要评估具体模组的背光架构与热余量,Senvita 的 FAE 团队可协助您完成亮度目标定义、驱动方案评估、热路径审查、EMI/闪烁验证与量产一致性建议。